










Модель пневмоблока предназначена для комплектации мощных компрессорных агрегатов К-20 и К-22, способных обеспечивать поток энергоносителя давлением 1,6 МПа. Такое оборудование и его составляющие производится на Бежецком заводе «АСО» и обеспечивает гарантированное удовлетворение потребностей промышленности в сжатом воздухе значительного напора.
Монтаж устройства осуществляется на приваренной к воздухосборнику площадке рядом с электродвигателем типа АИР мощностью 7,5 кВт. Обеспечить полноценную деятельность узла сможет подвод энергосети напряжением 380 вольт.
Агрегат представляет собой двухцилиндровую поршневую конструкцию, в которой сжатие воздуха осуществляется в двухступенчатом режиме – сначала в цилиндре низкого, а затем – высокого давления. После чего пневмопоток с нужными характеристиками подается в ресивер, частично нивелирующий пульсацию при выработке энергоносителя.
Назначение
Основным предназначением устройства является комплектация компрессорной техники, выпускаемой этим же предприятием, и являющихся составными элементами технологических линий разного назначения. В частности, линий по розливу жидкостей в ПЭТ-бутылку.
На промышленных предприятиях и в мастерских, где необходим поток пневмоэнергии давлением 16 бар, данная модель пневмоголовки будет востребована при ремонте компрессорного оборудования или создания пневмоустановок домашнего назначения.
Для обеспечения продолжительного периода эксплуатационной пригодности оснащения, обязательно придерживаться условий, в которых работает установка. Температурный фон не должен выходить за рамки 10-40 градусов тепла. Да и постоянная высокая температура (от 30 градусов) потребует более частого проведения сервисного обслуживания пневмоблока.
Конструкционные особенности
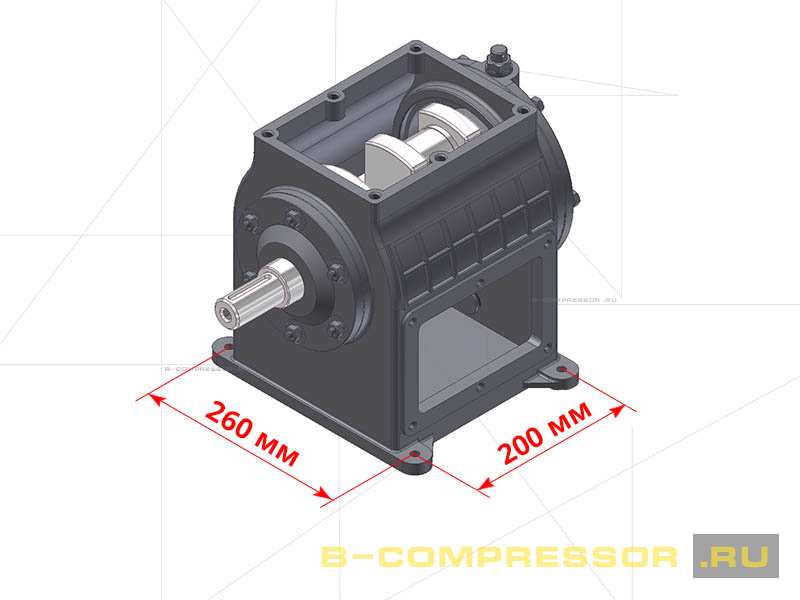
осадочные размеры между центрами отверстий крепления головки к станине ресивера
- Глубина 200 мм
- Ширина 260 мм
Для основных составляющих конструкции этой модели характерно практически сходное с другими пневмоголовками строение. В состав входит:
- картер;
- коленвал, соединяемый с электродвигателем посредством клиновых ремней;
- шатунно-поршневая группа;
- блок цилиндров с оребренной крышкой, разделенной на 2 камеры;
- холодильник спирально-трубчатой конструкции;
- маховое колесо.
Проходя две ступени сжатия, воздушная масса достигает нужных параметров и позволяет удовлетворять потребности в пневмоэнергии для привода пневмооборудования разного назначения.
Принцип работы
Коленвал в составе с шатунно-поршневой группой формируют конструкцию, которая позволяет агрегату функционировать по принципу кривошипно-шатунного механизма. Всасываемая через клапан атмосферная воздушная смесь проходит процесс сжатия под воздействием возвратного хода поршня.
Сначала в цилиндре низкого, а затем в цилиндре меньшего объема, предназначенного для дожимания предварительно сжатого потока и доведения его до нужных параметров давления.
Выработанный пневмопоток отправляется в ресивер, который сглаживает пульсации, сопряженные с деятельностью поршневого блока. Желательно при эксплуатации поршневой пневмостанции использовать сжатый воздух после прохождения через воздухосборник. Это позволит снизить неблагоприятное воздействие пневмоударов в магистральной сети.
Постоянный процесс трения при функционировании пневмоголовки вызывает нагрев комплектующих, масла и пневмопотока. С целью охлаждения в конструкции предусмотрен холодильник, представляющий собой трубку, по которой и проходит воздушно-масляная смесь. Процесс термообработки обеспечивается нагнетанием холодного воздуха маховиком.
С целью снижения степени воздействия силы трения на соприкасающиеся части головки масло, заливаемое в картер, посредством разбрызгивателей формирует масляный туман. Эта взвесь и препятствует стиранию поверхностей при соприкосновении в процессе работы.
Обслуживание и ремонт
Продолжительность срока эксплуатации установки зависит во многом от режима функционирования и своевременности сервисных мероприятий. Производитель рекомендует проводить:
- ТО-1, которое предполагает замену масла после слива отработки и промывания картера. Проводится такое обслуживание после каждых 170 часов работы агрегата;
- ТО-2, предполагающее частичную разборку конструкции с целью очистки комплектующих данного узла от нагара, формируемого при нагреве масла. Осуществление мероприятий выполняется через каждые 500 часов наработки, если только температура окружающей среды не достигает 30 градусов тепла. При показателях температурного режима +30 и выше, ТО-2 совмещается по срокам с ТО-1.
Любое техобслуживание пневмоголовки предполагает осмотр целостности и герметичности уплотнительных элементов. Если замечены малейшие деформации, лучше заменить комплектующие и прокладки на новые.
Покупайте компрессорную головку К22 по доступной цене, добавив эту позицию в корзину и оформив заказ. Обычно необходимость в приобретении данного оснащения появляется, если нужно произвести ремонт пневмостанций или собрать «домашний» агрегат. Все вопросы, касающиеся доставки, монтажа и эксплуатации, задайте нашим менеджерам.
В случае возникновения сомнений в правильности выбора, обратитесь к компетентным специалистам компании «Бежецкие компрессоры» на электронную почту mail@b-compressor.ru или по телефонам:
8 (800) 350 02 64 – звонок бесплатный по РФ
+7 (495) 107 02 64 – для звонков из Москвы




 Компрессорная головка К22. Поршневая, масляная. Производит 700 л/мин на выходе при рабочим давлении 16 атмосфер. Изготавливается из чугуна. Для достижения рабочего давления 16 бар и правильной работы компрессорного узла необходим мотор мощностью 7.5 Квт, который есть у нас в продаже со всеми необходимыми компонентами.
Компрессорная головка К22. Поршневая, масляная. Производит 700 л/мин на выходе при рабочим давлении 16 атмосфер. Изготавливается из чугуна. Для достижения рабочего давления 16 бар и правильной работы компрессорного узла необходим мотор мощностью 7.5 Квт, который есть у нас в продаже со всеми необходимыми компонентами.